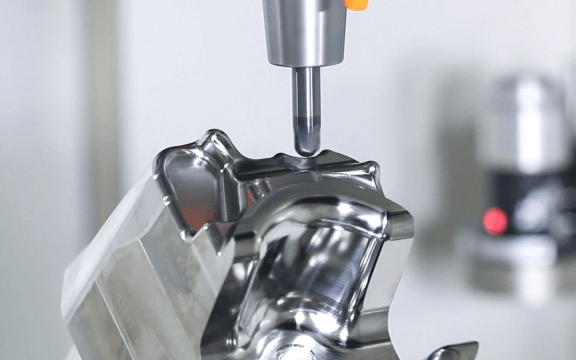
 Фрезерование деталей и форм
Фрезерование деталей и форм
 Фрезерование до зеркального блеска
Фрезерование до зеркального блеска
 Прецизионное фрезерование мелких деталей
Прецизионное фрезерование мелких деталей
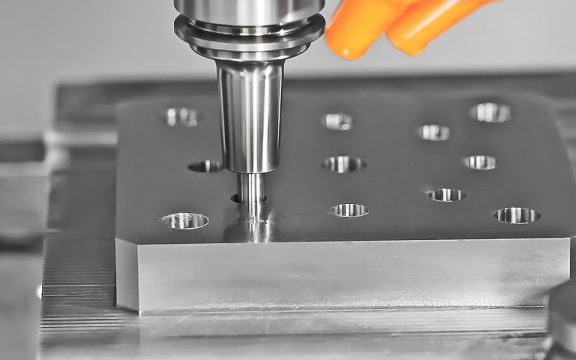 Прецизионное сверление отверстий
Прецизионное сверление отверстий
 Комбинированная обработка отливок под давлением
Комбинированная обработка отливок под давлением
 Свердение мал.отверстий в металле и других материалах
Свердение мал.отверстий в металле и других материалах
 Сверление, фрезерование и шлифование
Сверление, фрезерование и шлифование
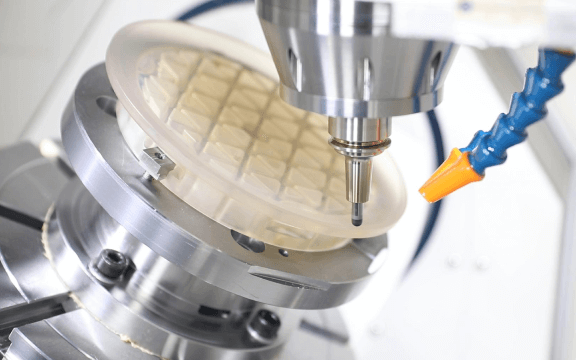 Фрезерование твердых, но хрупких материалов
Фрезерование твердых, но хрупких материалов
 YouTube
YouTube
 Вконтакте
Вконтакте




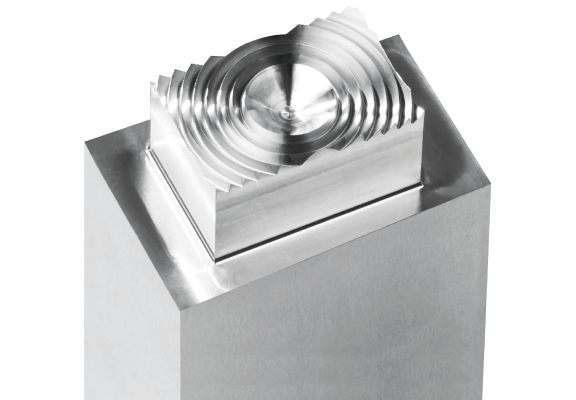
Испытательный образец формы для ступенчатых линз
+ Стабильная резка 2 мкм в течение 99 ч резцом с поликристаллическим алмазом (PCD) радиусом 0,1 мм, а износ резца составляет менее 1 мкм;
+ Шероховатость поверхности Sa < 0,05 мкм;
+ Размерная точность в пределах ±5 мкм.
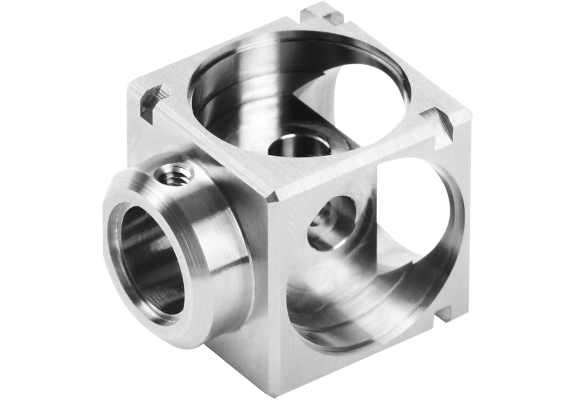
Детали модуля камеры
+ Шероховатость поверхности Ra < 0,2 мкм;
+ Размерная точность < 0,02 мм;
+ Деталь без деформаций и задиров по всем кромкам и отверстиям.

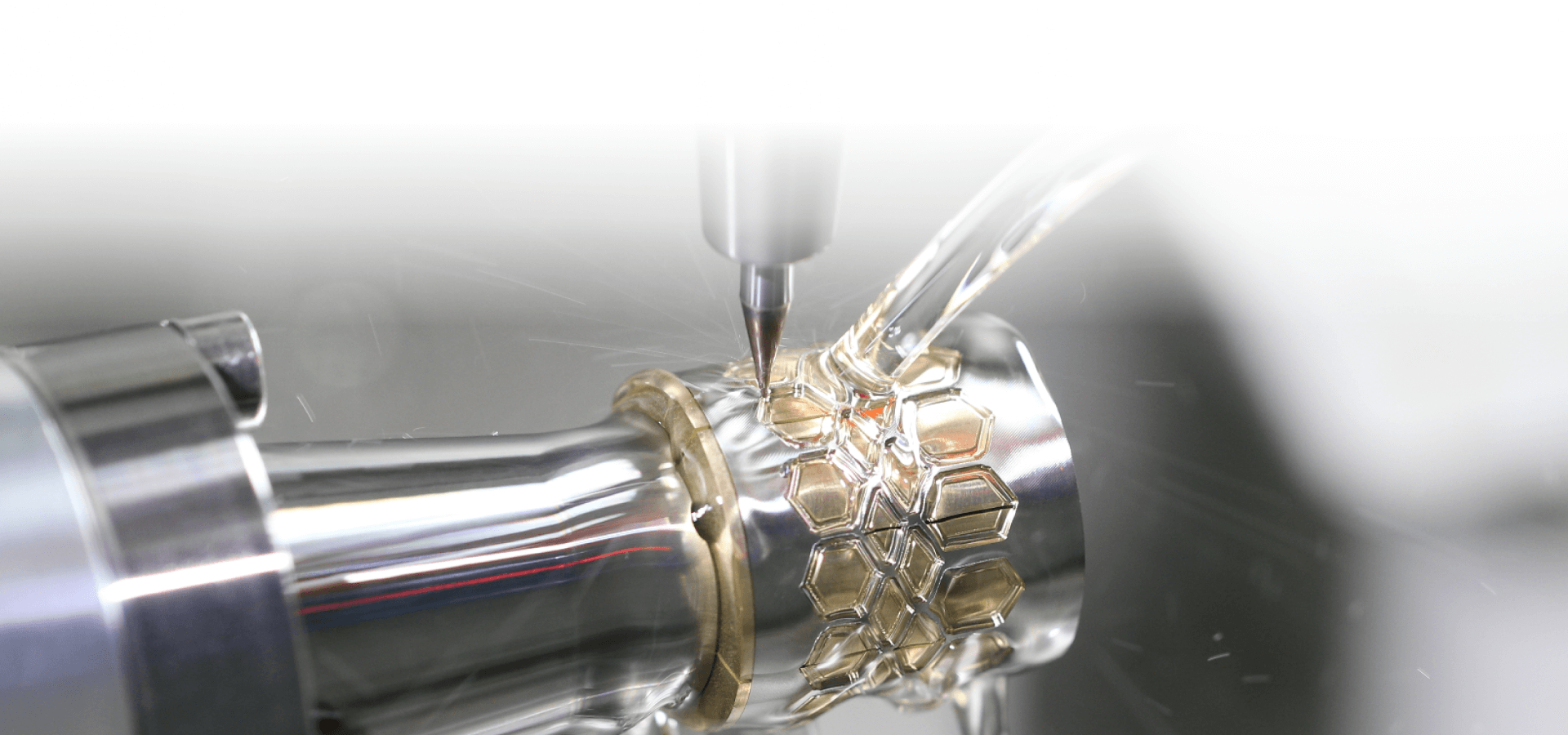
Хирургический пинцет
+ Ширина режущей кромки 0,025±0,003 мм;
+ Зазор пригоночной поверхности верхней и нижней деталей составляет менее 5 мкм;
+ Шероховатость пригоночной поверхности Ra < 0,2 мкм;
+ С помощью пристаночной системы контроля MCMI диаметр сферической концевой фрезы при чистовой обработке можно грамотно компенсировать для обработки детали, соответствующей установленным требованиям.

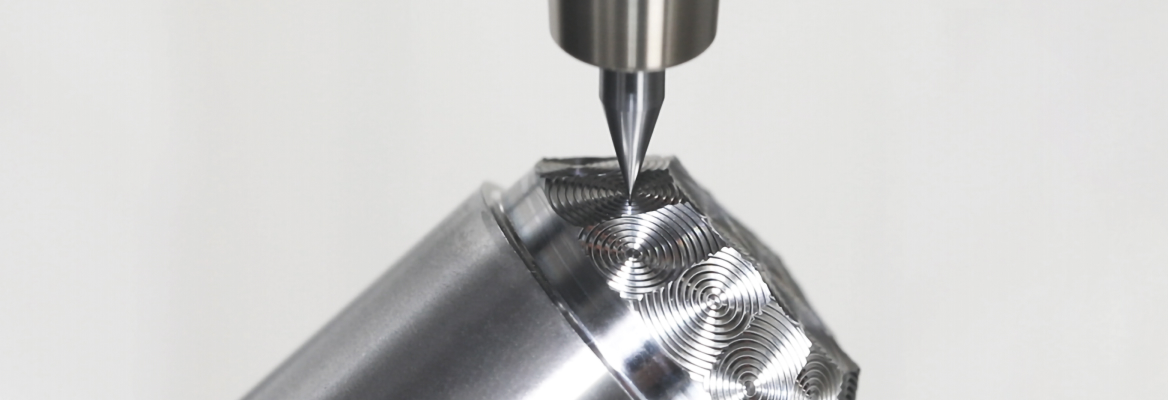
Кольцо с орнаментальной гравировкой
+ Программное обеспечение для АСУ MCMI имеет профессиональную функцию - "орнаментальная гравировка ювелирных изделий";
+ Время цикла для одного кольца составляет всего 17 минут 10 секунд;
+ После 40-кратного увеличения на поверхности следы резца отсутствуют.
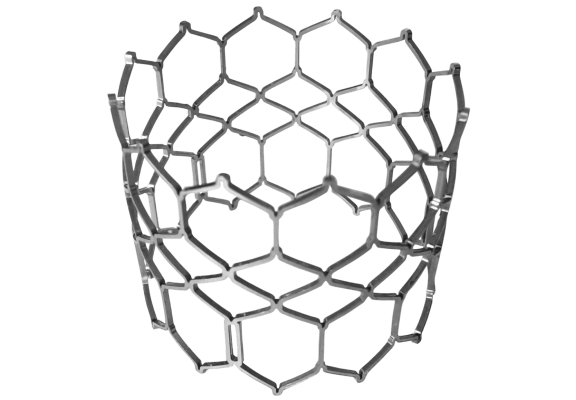
Испытательный образец для проверки функциональности кардиостента
+ Шероховатость поверхности Ra< 0,08 мкм;
+ Согласованная ширина сетки.