
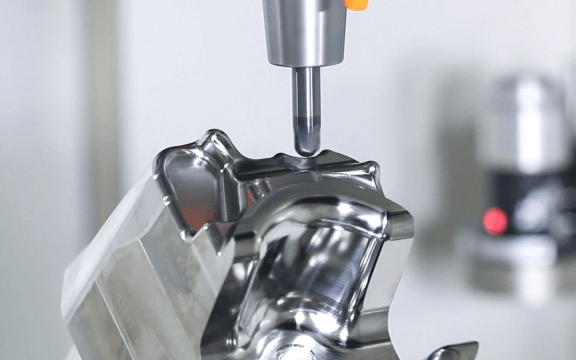
 Фрезерование деталей и форм
Фрезерование деталей и форм
 Фрезерование до зеркального блеска
Фрезерование до зеркального блеска
 Прецизионное фрезерование мелких деталей
Прецизионное фрезерование мелких деталей
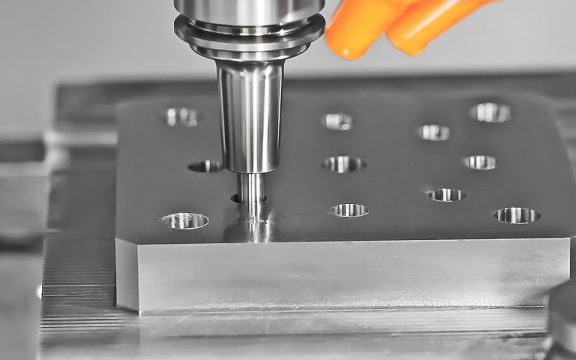 Прецизионное сверление отверстий
Прецизионное сверление отверстий
 Комбинированная обработка отливок под давлением
Комбинированная обработка отливок под давлением
 Свердение мал.отверстий в металле и других материалах
Свердение мал.отверстий в металле и других материалах
 Сверление, фрезерование и шлифование
Сверление, фрезерование и шлифование
 Фрезерование твердых, но хрупких материалов
Фрезерование твердых, но хрупких материалов
 YouTube
YouTube
 Вконтакте
Вконтакте





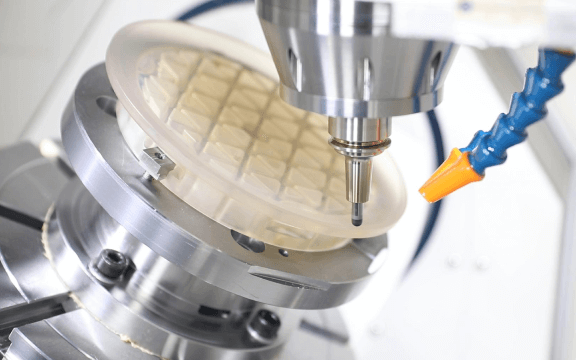
U-образный сверло
+ Точность поверхности позиционирования пера ± 0,01 мм;
+ После установки резца зазор в нижней части лезвия составляет <0,01 мм;
+ Радиальное биение центра вращения резца относительно диаметра хвостовика < 0,02 мм.
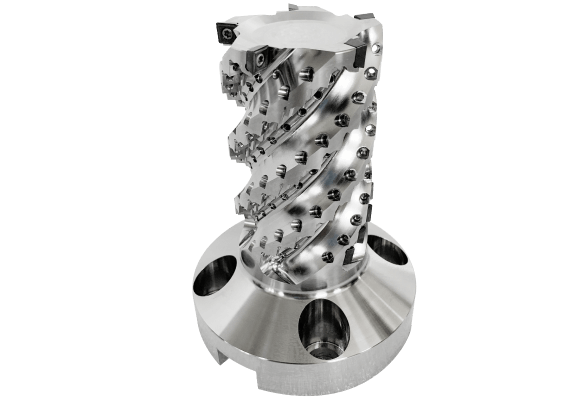
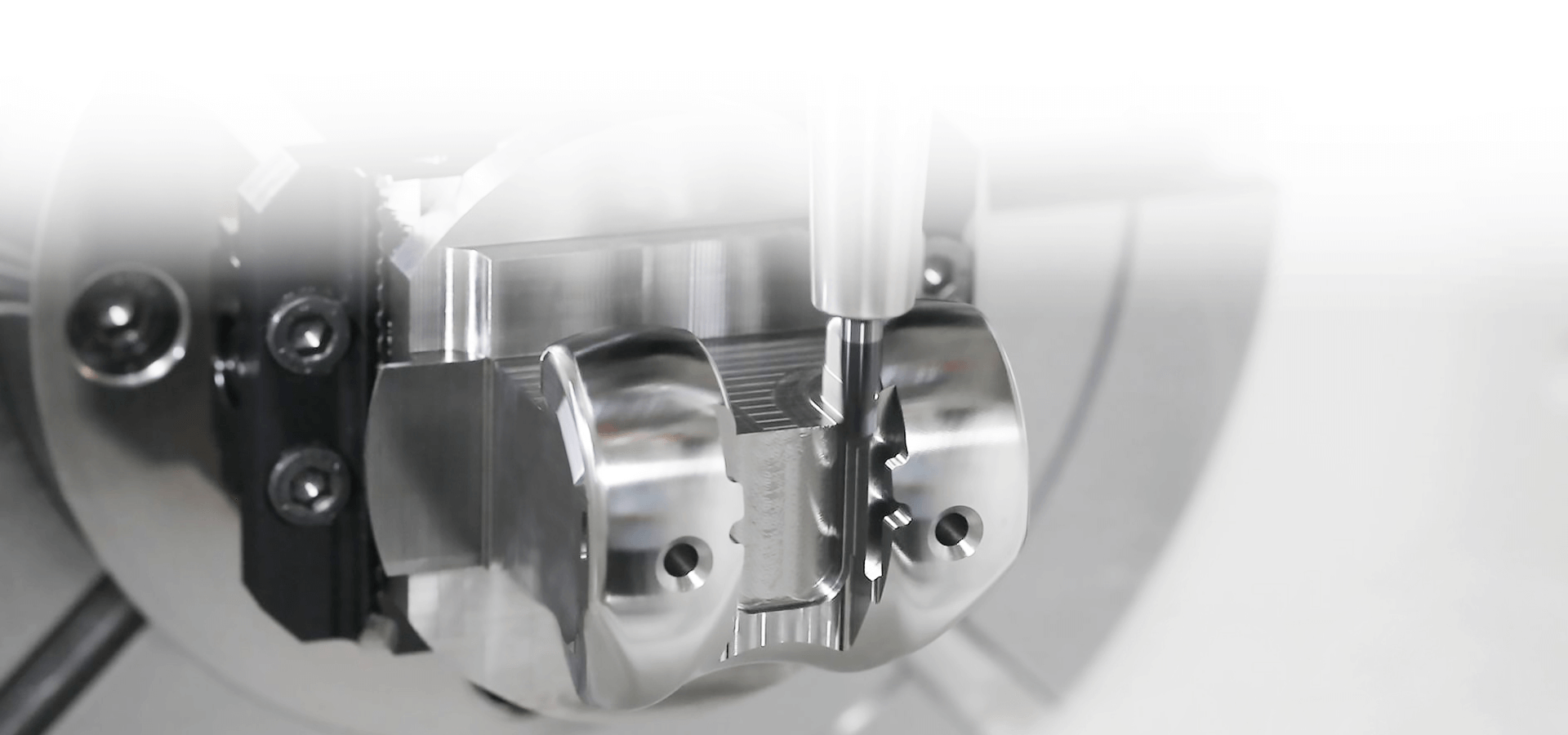
Спиральный корпус фрезерного резца
+ Обработка всех элементов 5 винтовых канавок и 75 канавок пера, включая 75 резьбовых отверстий, 75 промывочных отверстий и 150 отверстий с утопленной головкой проведена за одну фиксацию зажимным устройством;
+ Шероховатость канавки пера Ra < 0,2 мкм , точность позиционирования поверхности канавки паза составляет ± 0,01 мм.
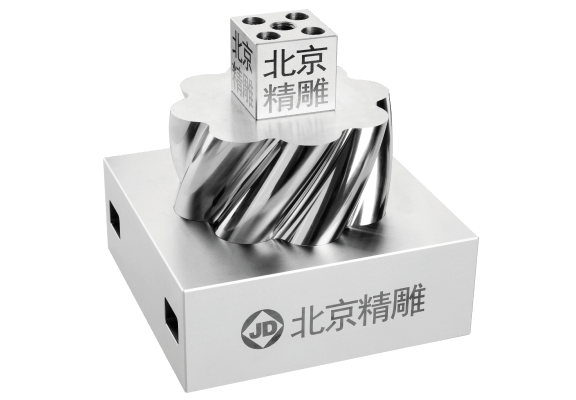
Испытательный образец спиральной посадки
+ непрерывная чистовая обработка сферической концевой фрезой R3 в течение 20 часов и износ резца менее 3,5 мкм;
+ Подгоночный зазор составляет менее 8 мкм, может поднимать 100 кг материал из немагнитной стали в течение 90 сек;
++ Вогнутые и выпуклые детали быть взаимозаменяемыми в пределах нескольких наборов.

Протез мыщелка бедренной кости
+ Использование 5-координатного высокоскоростного многоцелевого станка MCMI для фрезерования и шлифования, время цикла составляет менее 45 минут;
+ Поверхность стыка проходит чистовую обработку за одну шлифовку, шероховатость поверхности Ra < 0,6 мкм.
